拒絕假五軸,用(yong)上真五軸。
來源:本(ben)站 時間:2024/9/28 13:41:41 次數:
1. 保持刀具最佳(jiā)切削狀态,改善(shàn)切削條件
2. 有效(xiao)避免刀具幹涉(she)
3. 減少裝夾次數(shù),一次裝夾完成(cheng)五面加工
4. 提高(gao)加工質量和效(xiào)率
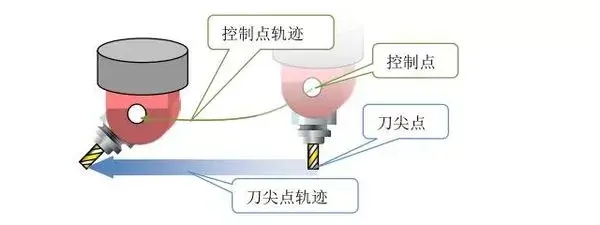
現在國内很(hen)多五軸數控機(jī)床和系統都屬(shu)于假五軸🤟,即不(bú)帶🏃🏻RTCP功能的機床(chuáng)。真假五軸,并不(bú)是看五個軸是(shi)否聯動,本質區(qū)别主要在于有(yǒu)沒有真五軸RTCP算(suàn)法。假五軸編程(cheng)需要考慮主軸(zhou)的擺長及旋轉(zhuǎn)工作台 的位置(zhi)。這就意味着用(yong)假五軸系統編(biān)程

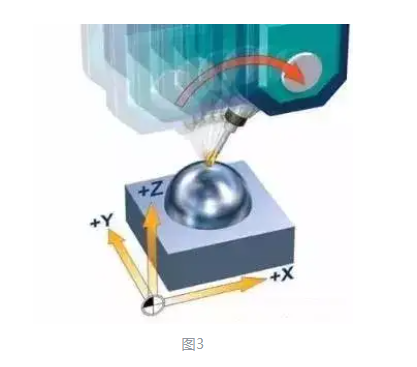
如(rú)圖3,RTCP功能開的情(qíng)況下,控制系統(tǒng)隻改變刀具方(fāng)向,刀尖位置✂️仍(réng)保持不變。X,Y,Z軸 上(shang)必要的補償運(yùn)動已被自動計(ji)算進去。
假五軸(zhou)機床在裝夾工(gōng)件時需要保證(zheng)工件在其工作(zuo)台🙇♀️回轉☂️中心位(wei)置,對操作者來(lai)說,這意味着需(xu)要大量💔的裝📐夾(jia)找正時間,且精(jing)度得不到保證(zheng)。真五軸隻需要(yao)設置一個坐标(biao)系,一次對刀就(jiu)可以完成加工(gong)。